2000 Polaris Virage TX, SLX, Pro 1200, Genesis, Genesis FFI Personal Watercraft Service Manual, Page 155Get this manual
http:ReadManm
ENGINE Cylinder Honing
Honing Procedure, Cont2Place hone in cylinder and tighten stone adjusting knob until stone contacts the cylinder walls (DO NOT OVERTIGHTEN)Cylinders may be wet or dry honed depending on the hone manufacturer's recommendationsWet honing removes more material faster and leaves more distinct pattern in the boreUsing 12" (13 mm) drill motor rotating at speed of 300-500 RPM, run the hone in and out of the cylinder rapidly until cutting tension decreasesRemember to keep the hone drive shaft centered to prevent edge loading and always bring the stone approximately 12" (1.3 cm) beyond the bore at the end of each strokeRelease the hone at regular intervals to inspect bore size and finish
Port Chamfering
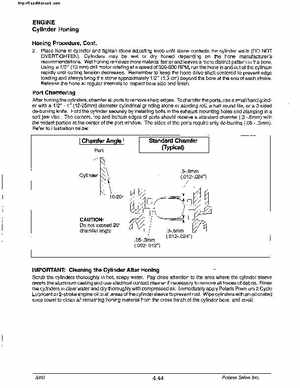
After honing the cylinders, chamfer all ports to remove sharp edgesTo chamfer the ports, use small hand grinder with 12"1" (12-25mm) diameter cylindrical grinding stone or sanding roll, half round file, or sided de-burring knifeHold the cylinder securely by installing bolts in the exhaust mounting holes and clamping in soft jaw viseThe corners, top and bottom edges of ports should receive standard chamfer (.3 -.6mm) with the widest portion at the center of the port windowThe sides of the ports require only de-burring (.05.3mm)Refer to illustration below