Mercury Mariner 200, 225 Optimax Outboards Service Manual, 90-855348, Page 237Get this manual
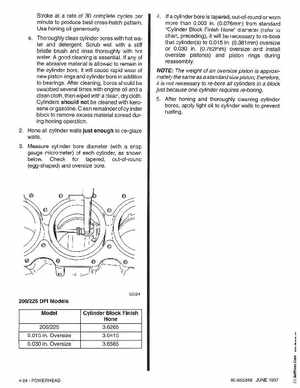
Stroke at rate of 30 complete cycles per minute to produce best cross-hatch patternUse honing oil generouslyeThoroughly clean cylinder bores with hot water and detergentScrub well with stiff bristle brush and rinse thoroughly with hot waterA good cleaning is essentialIf any of the abrasive material is allowed to remain in the cylinder bore, it will cause rapid wear of new piston rings and cylinder bore in addition to bearingsAfter cleaning, bores should be swabbed several times with engine oil and clean cloth, then wiped with clean, dry clothCylinders should not be cleaned with kerosene or gasolineClean remainder of cylinder block to remove excess material spread during honing operation2Hone all cylinder walls just enough to de-glaze walls3Measure cylinder bore diameter (with snap gauge micrometer) of each cylinder, as shown belowCheck for tapered, out-of-round (egg-shaped) and oversize bore 4If cylinder bore is tapered, out-of-round or worn more than 0.003 in(0.076mm) from standard "Cylinder Block Finish Hone" diameter (refer to chart, preceding), it will be necessary to re-bore that cylinder(s) to 0.015 in(0.381 mm) oversize or 0.030 in(0.762mm) oversize and install oversize piston(s) and piston rings during reassemblyNOTE: The weight of an oversize piston is approximately the same as standard size piston; therefore, it is not necessary to re-bore all cylinders in block just because one cylinder requires re-boring