2008 Arctic Cat ATVs factory service and repair manual, Page 221Get this manual
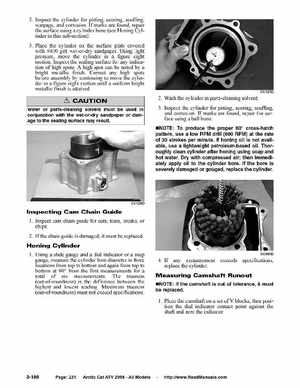
Inspect the cylinder for pitting, scoring, scuffing, warpage, and corrosionIf marks are found, repair the surface using cylinder hone (see Honing Cylinder in this sub-section)Place the cylinder on the surface plate covered with #400 grit wet-or-dry sandpaperUsing light pressure, move the cylinder in figure eight motionInspect the sealing surface for any indication of high spotsA high spot can be noted by bright metallic finishCorrect any high spots before assembly by continuing to move the cylinder in figure eight motion until uniform bright metallic finish is attained2Wash the cylinder in parts-cleaning solventconjunction with the wet-or-dry sandpaper or damage to the sealing surface may result 3Inspect the cylinder for pitting, scoring, scuffing, and corrosionIf marks are found, repair the surface using ball honeINOTE: To produce the proper 60' cross-hatch pattern, use low RPM drill (600 RPM) at the rate of 30 strokes per minuteIf honing oil is not available, use lightweight petroleum-based oilThoroughly clean cylinder after honing using soap and hot waterDry with compressed air; then immediately apply oil to the cylinder boreIf the bore is severely damaged or gouged, replace the cylinder